ステンレスのドライ切削は可能?メリットと課題を検証
h.i.0718.87@gmail.com
MonoTech Lab

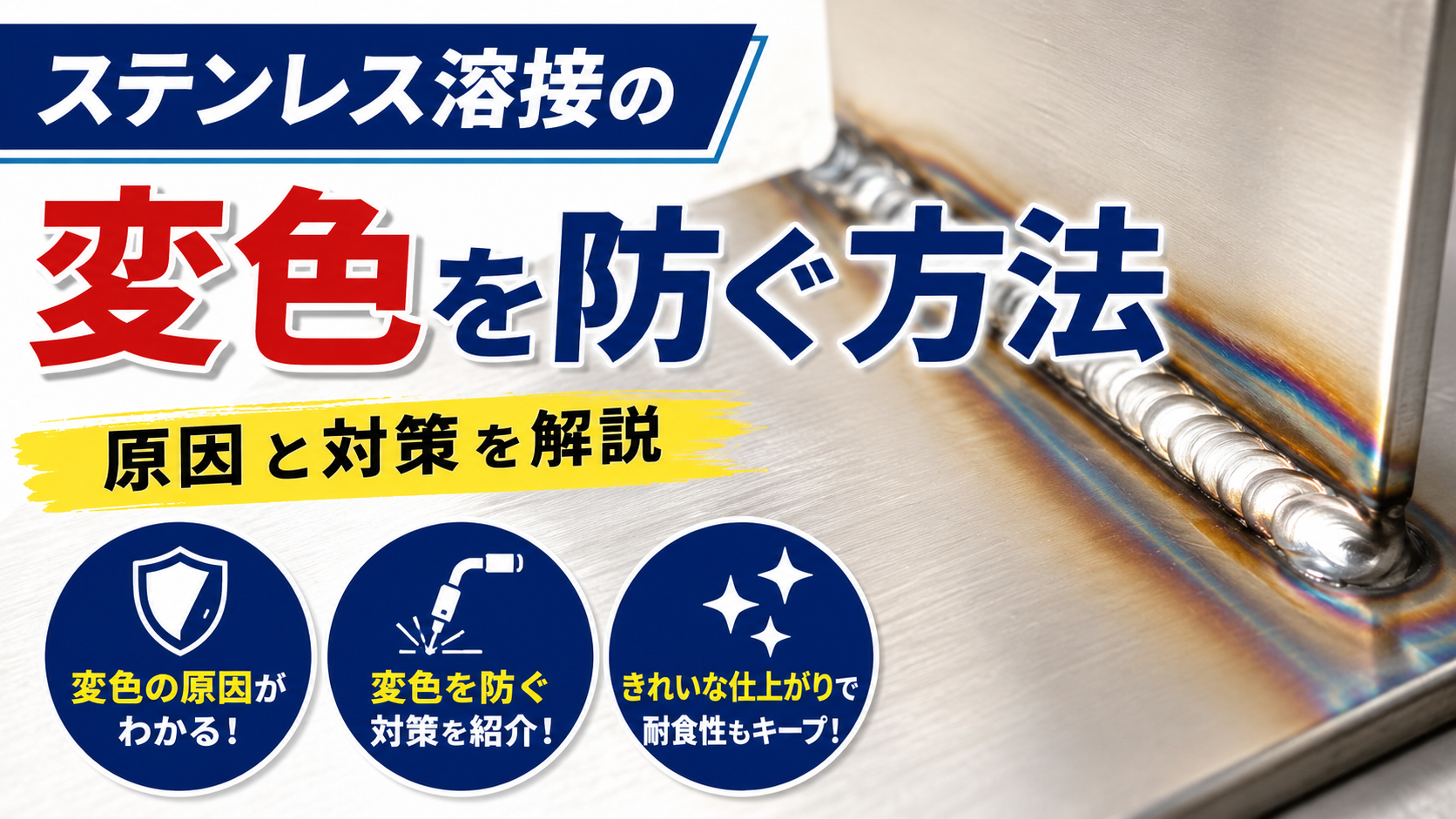
ステンレスは錆びにくく、美しい見た目を持つ金属として広く利用されています。しかし、溶接を行うと、溶接部分の周囲が青色や茶色、黒色に変色することがあります。
「変色しているけれど問題ないのか」「見た目だけの問題なのか」「どうすれば防げるのか」と疑問に感じたことがある方も多いのではないでしょうか。
実は、ステンレス溶接の変色は単なる見た目の問題ではありません。変色の程度によっては、本来の錆びにくさが低下し、腐食の原因になることがあります。
この記事では、ステンレス溶接で変色が起こる原因から、変色を防ぐための具体的な方法、万が一変色した場合の対処法まで、専門用語をできるだけ使わずにわかりやすく解説します。
ステンレスを溶接した後、溶接部分の周囲にさまざまな色が現れることがあります。
溶接現場では、この変色を「焼け」と呼ぶことがあります。
溶接時の高い熱によって表面が変化し、金属の色が変わって見える現象です。
代表的な色としては次のようなものがあります。
一般的には、色が濃くなるほど熱の影響が強かったと考えられます。
ステンレスは空気中の酸素と反応し、表面に非常に薄い保護膜を作っています。
この膜のおかげで錆びにくさが保たれています。
しかし、溶接によって高温になると、この表面の状態が変化します。熱の影響を受けた部分では膜の厚さが変わり、光の反射の仕方が変化するため、さまざまな色として見えるのです。
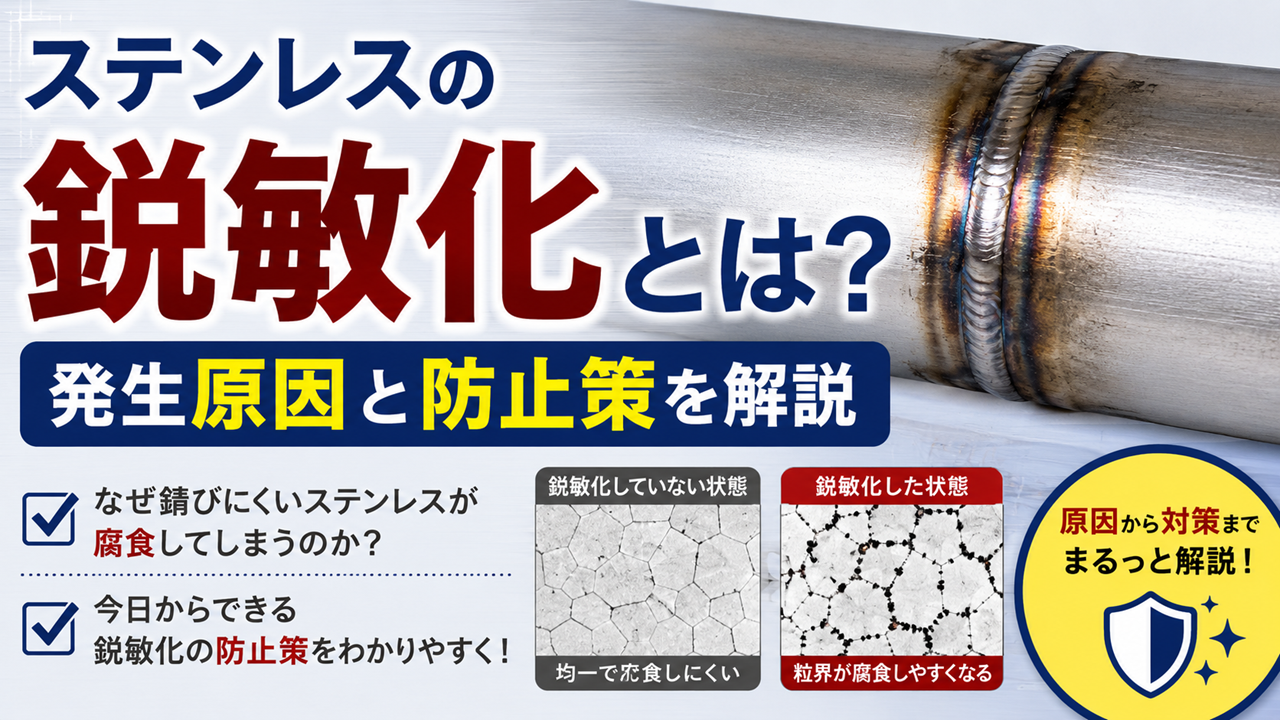
変色の影響を理解するためには、まずステンレスがなぜ錆びにくいのかを知る必要があります。
ステンレスには「クロム」という成分が含まれています。
このクロムが空気中の酸素と結びつき、表面に非常に薄い保護膜を形成します。
この膜には次のような特徴があります。
この保護膜があるため、ステンレスは優れた耐食性を持っています。
溶接部分は数千度近い高温になります。
その結果、保護膜の状態が変化し、本来の性能を十分に発揮できなくなることがあります。
これが変色と耐食性低下の関係です。
変色にはいくつかの原因があります。
もっとも多い原因が熱のかけすぎです。
溶接電流が高すぎたり、同じ場所に長時間熱を加えたりすると、表面温度が上昇し、変色が強くなります。
特に初心者の場合、「しっかり溶かそう」と思って熱をかけすぎてしまうことがあります。
ステンレス溶接では、アルゴンガスなどを使って空気を遮断します。
しかし、
といった状況では、空気が入り込みやすくなります。
すると高温状態のステンレスが酸素と反応し、変色が発生します。
特にTIG溶接では、表面だけでなく裏面も重要です。
表側はきれいでも、裏側にガス保護がないと黒く焼けてしまうことがあります。
これを防ぐために行うのが「裏波保護」です。
配管や食品機械などでは特に重要な工程となります。
トーチの動きが不安定だと、熱の入り方が一定になりません。
例えば、
といった操作は変色を招きやすくなります。
「少し色がつくだけなら問題ない」と考える方もいます。
しかし、変色の程度によっては注意が必要です。
もっとも大きな問題は錆びにくさの低下です。
変色部分では保護膜の状態が乱れているため、通常よりも腐食しやすくなります。
特に以下のような環境では影響が大きくなります。
使用環境によっては、小さな変色が大きなトラブルにつながることもあります。
装飾用途や意匠性が求められる製品では、美観の低下も問題になります。
例えば、
などでは、焼けによる色むらが品質評価に影響することがあります。
食品関連設備では、清掃のしやすさも重要です。
表面状態が悪化すると汚れが付着しやすくなり、衛生管理上の課題となる場合があります。
ここからは具体的な対策を紹介します。
まず重要なのが、必要以上に熱を入れないことです。
具体的には、
ことが大切です。
「必要最小限の熱で仕上げる」という意識を持つだけでも、変色は大きく減少します。
シールドガスの量も重要です。
少なすぎれば空気が混入し、多すぎれば逆に周囲の空気を巻き込むことがあります。
使用するノズルや条件に応じて適切な流量を設定しましょう。
また、
も定期的に確認することが大切です。
トーチの角度が安定すると、ガスによる保護も安定します。
基本としては、
ことを意識します。
慣れるまでは、姿勢を安定させる工夫も効果的です。
溶接が終わった直後も、金属は高温状態です。
このタイミングで空気に触れると変色が起こります。
そこで重要なのがアフターガスです。
溶接終了後も数秒間ガスを流し続けることで、冷えるまで保護できます。
特に薄板や仕上がり重視の製品では効果が高い方法です。
配管や高品質な製品では、裏面にもガスを流して保護します。
これにより、
が期待できます。
見えない部分だからこそ、品質への影響は大きいといえます。
屋外や工場内では風にも注意が必要です。
少しの風でもガスが流されることがあります。
対策としては、
などがあります。
「ガスは見えないからこそ環境管理が重要」という意識を持つことが大切です。
どれだけ注意しても、変色してしまうことはあります。
その場合は適切な後処理を行いましょう。
専用の薬剤や機器を使い、変色部分を除去する方法です。
比較的広く使われている方法で、表面の状態を改善できます。
ただし、薬剤の取り扱いには十分な注意が必要です。
研磨材を使用して変色部分を削り取る方法です。
美観の回復にも効果があります。
しかし、削りすぎると寸法や表面仕上げに影響するため注意が必要です。
変色除去後は、表面の保護状態を整える処理を行うことがあります。
これによって、本来の錆びにくさを回復させることが期待できます。
特に高い耐食性が求められる設備では重要な工程です。
溶接後の色を見ることで、熱の影響をある程度判断できます。
一般的には、
と考えられています。
もちろん、材質や使用環境によって判断は異なりますが、「色は品質を教えてくれるサイン」として確認する習慣を持つことが大切です。
ステンレス溶接の変色は、高温状態の金属が空気中の酸素と反応することで発生します。
変色そのものは珍しい現象ではありませんが、程度によっては耐食性の低下や美観の悪化につながるため、適切な対策が必要です。
変色を防ぐためには、
といった基本を丁寧に守ることが重要です。
また、万が一変色してしまった場合でも、焼け取りや研磨などの後処理によって状態を改善できる場合があります。
ステンレス溶接では「溶接できたこと」がゴールではありません。変色の少ない美しい仕上がりを目指すことが、耐久性や品質の向上にもつながります。日頃の作業条件を見直し、熱とガスの管理を徹底することで、より高品質なステンレス溶接を実現していきましょう。