耐熱ステンレスの種類と用途|高温環境で選ばれる理由
h.i.0718.87@gmail.com
MonoTech Lab


ステンレスは、錆びにくく見た目も美しいことから、キッチン用品や建築材料、食品機械、医療機器など、さまざまな分野で使用されています。しかし、その一方で「溶接が難しい材料」としても知られています。
鉄と同じように見えても、ステンレスには独特の性質があります。熱の伝わり方や、加熱・冷却による変化が普通の鉄とは異なるため、溶接条件を誤るとさまざまな欠陥が発生してしまいます。
溶接欠陥とは、本来あるべき状態で接合できていない不具合のことです。外観だけの問題もあれば、強度や耐久性を大きく低下させるものもあります。
欠陥を防ぐためには、「どのような欠陥が起こるのか」「なぜ発生するのか」を理解することが重要です。
この記事では、ステンレス溶接でよく見られる欠陥の種類と、その防止策についてわかりやすく解説します。
ステンレス溶接で発生しやすい欠陥には、いくつかの代表的なものがあります。
溶接後に金属がひび割れてしまう現象です。
見た目では細い線のように見えることもありますが、内部まで進行している場合もあり、製品の強度を大きく低下させます。
割れにはいくつかの種類があります。
ステンレスでは特に「高温割れ」が問題になりやすい傾向があります。
溶接部分の内部に小さな穴ができる欠陥です。
気泡が抜けきれずに閉じ込められることで発生します。
表面に現れることもありますが、多くは内部に存在するため、見た目だけでは判断できない場合があります。
小さな穴でも数が多いと強度低下や液漏れの原因になります。
接合したい材料同士が十分に溶け合っていない状態です。
一見すると溶接できているように見えても、内部では接合が不十分なことがあります。
そのまま使用すると、荷重が加わった際に破損する危険があります。
溶接金属と母材が十分に一体化していない状態です。
溶け込み不足と似ていますが、こちらは金属同士の境界部分で十分な結合ができていない状態を指します。
特に厚板や複雑な形状の製品で発生しやすい欠陥です。
溶接部分の端がえぐれたように削れてしまう現象です。
本来はなだらかにつながるべき部分に溝ができてしまいます。
この溝に応力が集中し、疲労破壊の原因となることがあります。
溶接金属が余分に流れ出し、母材と十分に融合しないまま重なってしまう状態です。
見た目は盛り上がっているため、一見すると丈夫そうに見えることがあります。
しかし、実際には接合が不十分な場合があり、強度低下につながります。
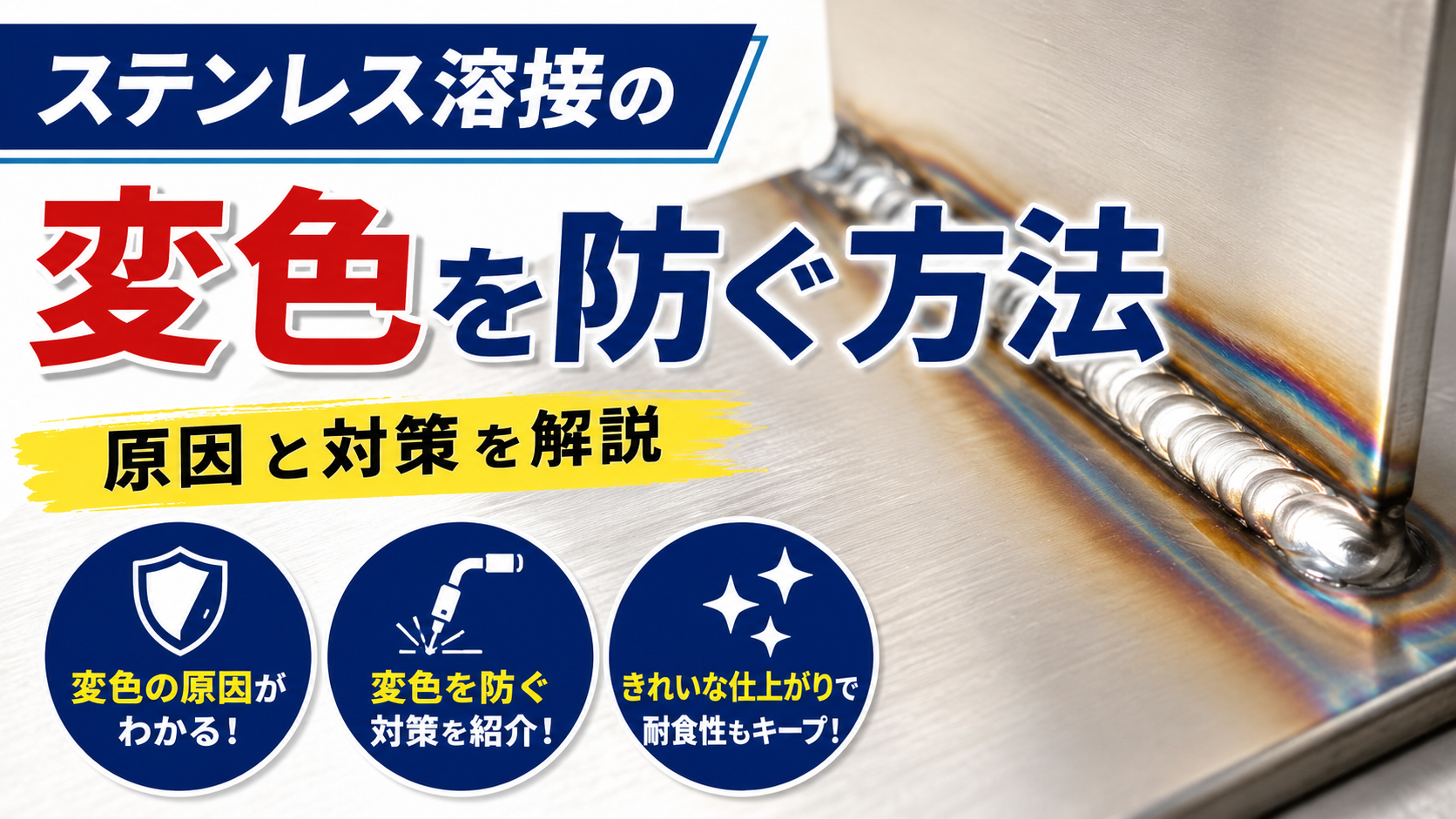
ステンレス特有の欠陥として知られています。
溶接部周辺が青色や茶色、黒色に変色する現象です。
見た目の問題だけでなく、ステンレス本来の錆びにくさが低下することがあります。
食品機械や医療機器などでは特に注意が必要です。
ステンレスは熱による膨張と収縮が大きい材料です。
溶接中は局所的に高温となり、冷える際に収縮します。この収縮によって内部に強い力が発生し、割れにつながることがあります。
また、溶接材料の選定ミスや拘束の強い構造も原因になります。
適切な溶接材料を使用することが重要です。
さらに、以下の対策が有効です。
作業前に変形や収縮を考慮した設計を行うことも重要です。
ブローホールの主な原因は、ガスの巻き込みです。
具体的には次のような要因があります。
ステンレスは表面がきれいに見えても、目に見えない汚れが残っていることがあります。
溶接前の清掃を徹底することが基本です。
具体的には、
こうした基本作業の積み重ねが欠陥防止につながります。
これらの欠陥は、熱量不足によって起こることが多くあります。
電流が弱すぎたり、溶接速度が速すぎたりすると、十分に溶け合う前に作業が進んでしまいます。
また、開先と呼ばれる接合部の形状が適切でない場合にも発生します。
以下の点を確認しましょう。
経験だけに頼らず、施工条件を数値で管理することも大切です。
電流が強すぎたり、トーチの角度が不適切だったりすると発生します。
また、溶接速度が速すぎる場合にも起こりやすくなります。
反対に、溶接速度が遅すぎたり、溶接金属を過剰に盛りすぎたりすると発生します。
作業者のクセによって起こるケースも少なくありません。
次の点を意識しましょう。
溶接条件の記録を残しておくと、再発防止にも役立ちます。
焼けとは、溶接部周辺が変色する現象です。
青色、紫色、茶色、黒色などに変化します。
これは高温によって表面の状態が変化したために起こります。
焼けが発生すると、ステンレスの表面を守る働きが弱くなることがあります。
その結果、
といった問題につながります。
代表的な対策は以下のとおりです。
それでも焼けが発生した場合は、酸洗いや電解処理などの後処理によって除去することがあります。
どれだけ技術の高い作業者でも、準備不足では欠陥を完全に防ぐことはできません。
溶接前には次の確認を行いましょう。
材料に傷や汚れがないか確認します。
油分や水分は必ず除去します。
溶接機の設定値が適切か確認します。
ケーブルやトーチに異常がないかも重要です。
湿気の多い場所で保管すると品質が低下することがあります。
使用前の状態確認も欠かせません。
風が強い場所では保護ガスが乱れます。
必要に応じて風よけを設置しましょう。
欠陥は発生させないことが理想ですが、完全にゼロにすることは簡単ではありません。
そのため、検査によって早期発見することも重要です。
目視で形状や変色を確認します。
比較的簡単に実施できます。
表面の細かな割れを確認する方法です。
目では見えない欠陥の発見に役立ちます。
内部のブローホールなどを確認できます。
高い精度で検査できますが、設備が必要になります。
超音波を利用して内部欠陥を調べます。
厚みのある製品にも対応できます。
製品の用途や要求品質に応じて、適切な検査方法を選ぶことが大切です。
ステンレス溶接では、割れ、ブローホール、溶け込み不足、融合不良、アンダーカット、オーバーラップ、焼けなど、さまざまな欠陥が発生する可能性があります。
しかし、多くの欠陥は基本的な対策によって防ぐことができます。
適切な溶接条件の設定、材料の清掃、保護ガスの管理、作業手順の見直しなど、一つひとつの工程を丁寧に行うことが品質向上への近道です。
また、万が一欠陥が発生した場合でも、検査によって早期に発見し、適切な対応を行えば重大なトラブルを防ぐことができます。
ステンレスは扱いが難しい材料ですが、その特性を理解し、正しい知識と基本を積み重ねることで、安定した高品質な溶接が実現できます。欠陥の種類と原因を理解し、日々の作業改善に役立てていきましょう。